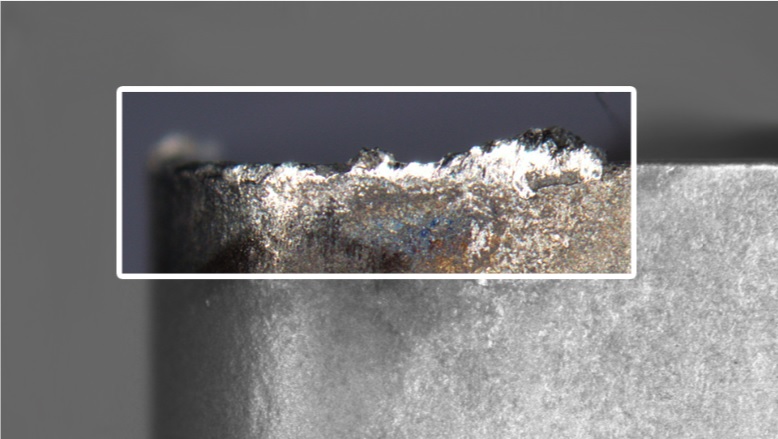
لبه انباشته
لبه انباشته (Build up edge یا به اختصار BUE) یکی از پدیده های نا مطلوب در ماشینکاری قطعات است. این پدیده در اثر چسبیدن و انباشته شدن مواد قطعه کار (براده) به سطح لبه برشی ابزار (Rake Face) ایجاد می شود. این فرآیند در واقع نوعی جوش بین مواد قطعه کار (براده) و لبه ابزار برشی است. با توجه به اینکه فرآیند جوش در بازه دمایی خاص رخ می دهد، به منظور جلوگیری از تشکیل BUE می بایست دمای محل براده برداری را تغییر داد. این کار توسط عوامل زیر میسر می باشد.
افزایش یا کاهش سرعت برشی
شایان ذکر است میزان حرارت ایجاد شده در محل براده برداری نسبت مستقیم با سرعت برشی دارد. سرعت برشی بیشتر حرارت بیشتر و سرعت برشی کمتر حرارت کمتری ایجاد می نماید. با تغییر سرعت برشی در هر دو صورت معادله حرارتی نقطه برش تغییر پیدا می کند. بنابراین با تغییر دما، عمل جوش خوردن براده به ابزار انجام نمی شود. از آنجایی که افزایش راندمان تولید نیز یکی از پارامترهای مهم در ماشینکاری قطعات است، همواره افزایش سرعت برشی به کاهش آن ارجحیت دارد. البته گاهی در ابزارها از جنس فولاد تندبر (HSS) با توجه به پایین بودن دمای ذوب آنها در مقایسه با ابزارهای کاربایدی، افزایش سرعت برشی میسر نیست. لذا در ابزارهای HSS به ناچار می بایست سرعت برشی را کاهش دهیم.
کاهش نرخ پیشروی
کاهش نرخ پیشروی باعث کاهش نیروهای ماشینکاری و در نتیجه کاهش اثر جوش فشاری در محل براده برداری می شود. بنابراین کاهش نیروهای ماشینکاری می تواند باعث کاهش پدیده انباشت براده در لبه های برشی بشود.
استفاده از مایع خنک کننده Coolant
مایع خنک کننده (اب صابون) تاثیر به سزایی در بر هم خوردن معادله حرارتی دارد و می تواند از انباشت برداره در لبه برشی جلوگیری کند. برای این منظور اگر در ماشینکاری از مایع خنک کاری استفاده نمی کنیم می توانیم اقدام به ماشینکاری با مایع خنک کاری کنیم. و در صورتی که ماشینکاری به صورت تر (همراه با آب صابون) انجام می شود با افزایش فشار مایع خنک کاری و یا تغییر در غلظت مایع خنک کاری می توان به کاهش حرارت در محل ماشینکاری کمک کرد. جهت مشاهده کاتالوگ محصولات شرکت بلازر سوئیس (Blaser Swisslube) در زمینه مواد روانکاری و خنک کاری کلیک کنید.
استفاده از هندسه تیز با زاویه براده بزرگتر (Rake angle)
این مورد باعث کاهش نیروهای ماشینکاری و در نتیجه کاهش دما در محل براده برداری می شود. همانطور که پیشتر اشاره شد کاهش نیروهای ماشینکاری می تواند به حل مشکل انباشت براده در لبه برشی کمک کند.
استفاده از اینسرت های روکش دار با ضریب اصطکاک پایین
ضریب اصطکاک پایین تر در سطح ابزار برشی باعث کاهش تمایل براده به چسبیدن به سطح ابزار می شود و این امر موجود کاهش پدیده BUE می شود.
در ابزارهای PCD می توان از ابزار با دانه بندی ریزتر نیز برای از بین بردن پدیده انباشت براده در لبه های برشی استفاده کرد.
عدم کنترل انباشت براده در لبه برشی (BUE) باعث تغییر هندسه لبه برشی ابزار می شود. این تغییر عملیات براده برداری را با اختلال مواجه می کند. این پدید می تواند باعث ایجاد نیروهای غیر متعارف در محل ماشینکاری و در نتیجه ایجاد ارتعاش شود. همچنین کاهش کیفیت صافی سطح و خطای ابعادی در قطعات تولید شده را به همراه دارد.
با استفاده از نرم افزار Wear Optimization شرکت والتر (Walter) آلمان انواع سایش های ابزار و راهکارهای رفع آن را بشناسید. همچنین کارشناسان گروه صنعتی هونام آماده ارائه مشاوره و خدمات در زمینه بهینه سازی خطوط ماشینکاری به شما هستند. در صورت نیاز به اطلاعات بیشتر با ما تماس بگیرید.





{kind=link}